

PVC线槽挤出生产时不稳定的原因
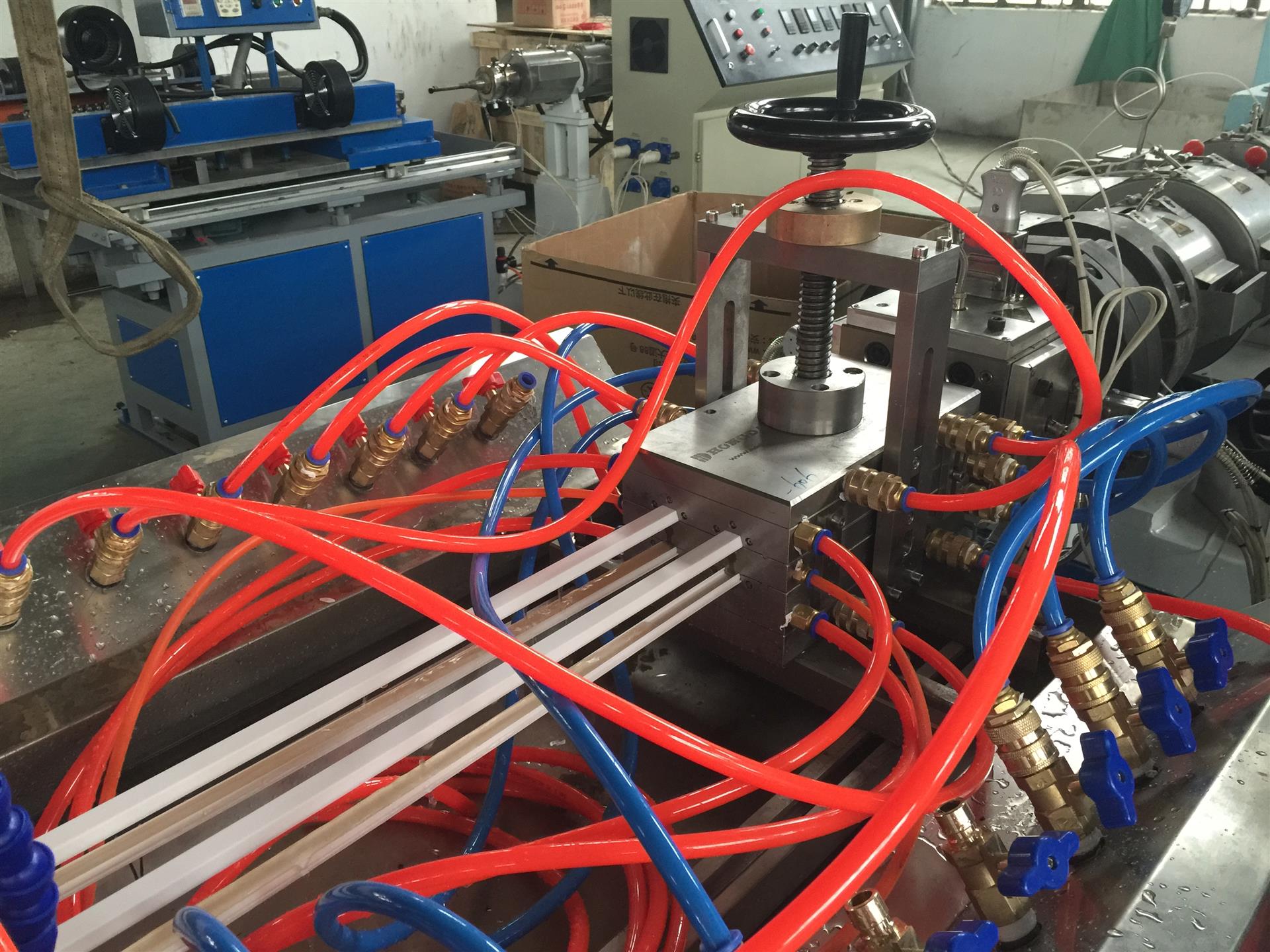
在PVC挤出机生产时,有时候可能会出现一些问题,比如PVC墙角线槽在生产中机器输出物料一时快一时慢,有时候多有时候少。这些问题是由于PVC线槽挤出不稳定而产生的。这样的问题大大影响了PVC线槽的质量,为了解决这些问题,就要先找到原因。
一般来说,引发这些问题的原因有:
1、内部润滑不均匀也会导致排放物料不均匀;
2、轻质钙粉过用量过高,导致混合不均匀和蓬松。结果是进料速度不均匀,在严重情况下,造成架桥也是主要原因。改用重钙将会大大改善;
3、加热不均匀不会引起波动,这反映在管道外观的差异上。我认为这种波动主要是由于混合料下料的速度不同,以及钙粉过多造成的塑化差异。我们可以在碳酸钙上做点什么,下面提到的添加研磨粉末也是一个好方法;
4、切割刀具时因堵塞造成的不稳定性;
5、pvc挤出不稳定应该是钙含量过高,原材料架桥下原材料由于下原材料不够均匀所导致的,只能添加更多的磨粉去解决这个问题;
6、螺杆速度控制不准确。不过如今因为变频控制速度的技术发展进步,这类状况就不多见了;
7、过量的润滑剂,特别是当外部润滑过多时,会导致材料在机筒和螺杆之间打滑,这不会形成坚固的固体塞,并且会导致出料时速度不一的情况;
8、加热系统的控制不精确,PVC挤出随机筒温度的不稳定而产生波动;
9、模具是由外部滑动不足或稳定不足引起的。管道韧性差也与稳定剂不足有关。如果稳定剂足够,可以加入抗冲改性剂来改善它;
10、塑化能力不足,会导致有时出料不稳定;
11、物料输送不稳定,料斗中出现物料架桥,造成进料不均匀,是目前最常见的问题。
优之佳美是有着二十年经验的优秀线槽生产厂家,以我们的经验总结处了这些问题,希望能够对你有所帮助。优之佳美的产品主要有弧型线槽、方形线槽、三角线槽、墙角线槽、踢脚线、护角线等,也有PVC挤出异型定制。优之佳美很乐意会继续为你解答和普及相关的知识。


